ความผิดพลาดในการวัดชิ้นงานด้านมิติ
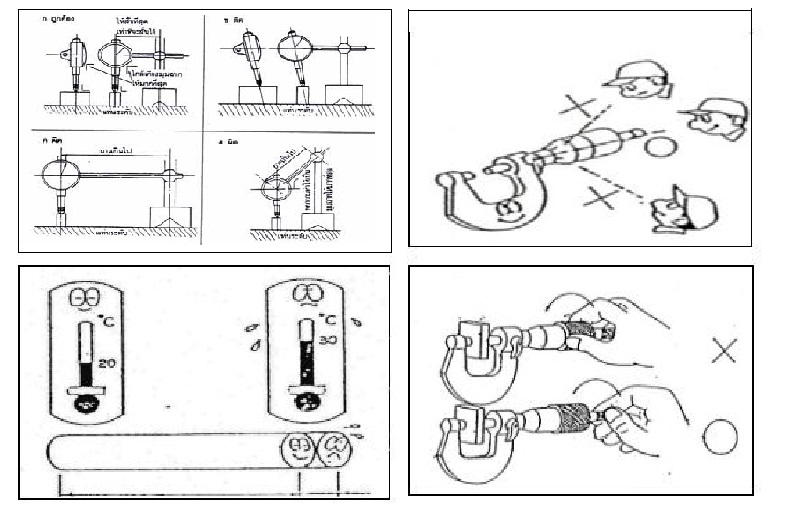
1. Sine and Cosine Error
ความผิดพลาดอันเนื่องมาจากการวัดขนาดของชิ้นงานไม่ตั้งฉากกับแนวแกนของเครื่องมือวัด สามารถเกิดได้กับเครื่องมือทุกชนิด
2. Parallax Error
ความผิดพลาดอันเนื่องมาจากการอ่านค่าขีดสเกลของเครื่องมือวัด ไม่ได้อยู่ในระดับเดียวกับสายตา สามารถเกิดขึ้นได้กับเครื่องมือประเภทระบบสเกลอนาล็อก
3. Backlax Error
ความผิดพลาดที่มาจากการหลวมคลอนของเครื่องมือ ทำให้ผลการวัดชิ้นงานซ้ำไม่เท่ากัน
4. Airy Points and Bessel Points
ตำแหน่งการรองรับชิ้นงานที่เหมาะสมมีผลต่อการวัดงาน ในกรณีที่ผู้วัดให้ความสำคัญกับความขนานของชิ้นงาน ให้กำหนดระยะห่างระหว่างจุดรองรับที่แน่นอนและสมดุลด้วยจุดรองรับ Airy Point แต่ถ้าผู้วัดให้ความสำคัญกับขนาดของชิ้นงานมากกว่าความขนาน ให้กำหนดจุดรองรับที่เรียกว่า Bessel Point
5. Temperature
อุณหภูมิมีผลต่อสัมประสิทธิ์การขยายตัวของชิ้นงาน อุณหภูมิที่เหมาะสมที่สุดในการวัดขนาดของชิ้นงานอยู่ที่ 20 องศาเซลเซียส
6. Contact Pressure
แรงจากการวัดของเครื่องมือ ที่กระทำบนผิวหน้าสัมผัสของชิ้นงาน ต้องมีค่าของแรงที่แน่นอนและคงที่ เช่น ไมโครมิเตอร์ ที่มีแร็ชเชสท์สต็อป (Ratchet Stop) เป็นตัวตัดแรงในการวัด
7. Human Error
ความผิดพลาดจากตัวบุคคล คือ ความไม่ละเอียดรอบคอบ ความเหนื่อยล้า อารมณ์ ความรู้สึก และการขาดทักษะในการใช้เครื่องมือวัด เป็นผลทำให้ผลการวัดผิดพลาด
ขอบคุณที่มา : https://www.sumipol.com/knowledge/measuring